По термокамере звонить
+7-988-705-47-27, +7-928-321-28-86
По вакуумной камере звонить
+7-928-321-28-86
По термокамере звонить
+7-988-705-47-27, +7-928-321-28-86
По вакуумной камере звонить
+7-928-321-28-86
С.А. Бондарь.
ВАКУУМНАЯ И ПРЕСС- ВАКУУМНАЯ СУШКА ДРЕВЕСИНЫ.
Уже достаточно долгое время в России обсуждается среди специалистов по деревообработке способ сушки пиломатериалов в вакууме. Интерес к проблеме возник после появления сначала сообщений об установках итальянского производства, а затем и самой продукции фирмы WDE Maspell на нашем рынке. Через некоторое время выпуск аналогичных сушильных камер освоили и ряд отечественных компаний- «Энергия-Ставрополь», «Wood-Lander», МВ-Импульс, Вояджер-Восток и др. Повышенное внимание к этим установкам объясняется тем, что их производители анонсируют сушку пиломатериала в небывало короткие сроки- 1-4 сут в зависимости от породы и толщины древесины и при этом высокое качество получаемой в результате доски или заготовки. Такие сроки сушки вызвали у многих, кто не имел возможности на практике проверить реальное качество продукции то недоверие, развеять которое не даёт крайне скудная информация от производителей о сути процесса вакуумной сушки. Попытаемся разобраться.
Сушка пиломатериалов в условиях пониженного давления (обычно Рабс= 0,15-0,4 бар абсолютного давления или Рвак= 0,85-0,6 бар разрежения , чему соответствует значение температуры насыщения tнас=54,0-75,9 °С соответственно) относится к т.н. «высокотемпературному» процессу сушки. Такой тип процесса имеет место в случае, когда температура древесины tдр превышает температуру насыщения tнас водяного пара при данном давлении. Протекание высокотемпературного процесса сушки отличается большей интенсивностью по отношению к низкотемпературному процессу, когда температура древесины меньше температуры насыщения ( tнас= tкип - температура кипения ). Высокотемпературный процесс сушки проходит в две стадии: первая – до полного удаления свободной влаги по всей толщине доски и вторая- сушка до заданной конечной влажности с удалением только связанной влаги. Скорость высокотемпературной бездефектной сушки по отношению к нормативным ГОСТовским режимам конвективной камерной сушки выше в 4-5 раз. Так, например для группы твёрдолиственных пород ( бук, клён, ясень, вяз и др.) нормативное время сушки для низкотемпературного конвективного режима при толщине доски 50 мм составляет 12-14 суток, время же сушки в вакуумных и пресс-вакуумных установках для этих же сортаментов -3-4 суток. Процесс высокотемпературной сушки описан в отечественной литературе как минимум с 1957 года и затем получил своё теоретическое описание. Приведём ниже некоторую информацию по древесиноведению и теории высокотемпературного процесса сушки из литературных источников.
«Вода может находиться в двух основных структурных элементах древесины: в полостях клеток и сосудов – свободная влага и в стенках клеточных оболочек- гигроскопическая, или связанная, влага. …При сушке влажной древесины в первую очередь в пределах клетки полностью удаляется свободная влага и лишь затем, ниже предела гигроскопичности (Wпг.- одновременно являющегося пределом усушки), начинает испаряться из её оболочки связанная. При уменьшении содержания в древесине связанной влаги …древесина усыхает». ( Цитирование по [1]).
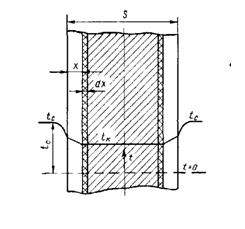
Рисунок и текст далее по [4].
Объяснить возможность сохранения безупречного качества сушки при столь значительной интенсивности высокотемпературного ( даже не обязательно с использованием вакуума ) процесса можно учитывая тот факт, что на первом- наиболее опасном с точки зрения появления дефектов сушки- этапе при достижении температуры насыщения tнас сначала на поверхности, а затем и в толще пиломатериала происходит интенсивное испарение свободной воды древесины ( псевдокипение ) и продвижение образовавшегося водяного пара наружу. В паровой среде при её относительной влажности ф=100% значение влажности древесины w стремится к равновесной влажности:
Wp= 10,6 (ф/100) (3,27- 0,015t),%,
соответствующей пределу гигроскопичности Wp=Wпг ( Wпг=26.1% при t=54°С и Wпг=22,6% при t=75,9°С). Влажность Wпг является функцией только температуры:
Wпг =(34,66-0,159t),%
и характеризуется тем, что является границей, ниже которой свободной влаги нет ни в полостях клеток, ни в межклеточном пространстве древесины и начинается её усушка . Таким образом, свободная вода интенсивно удаляется при отсутствии усушки, а следовательно и при минимальных напряжениях в наружных слоях древесины. По мере продвижения зоны парообразования в толщу пиломатериала температура наружных слоёв tнар = ( tнас+ ∆t) повышается относительно температуры насыщения, их равновесная влажность Wр = (Wпг -∆w) снижается на ∆w относительно предела гигроскопичности Wпг и наружные слои получают деформации растяжения ε=У, подвергаясь стеснённой усушке
У=α*∆w
и испытывая при этом напряжения растяжения
σ=Е*ε
( здесь ε- относительное растяжение поверхностных слоёв, У=( Шпг-Шw)/Шпг- относительная свободная усушка поверхностных слоёв, Шпг- ширина доски при её влажности w≥ Wпг, Шw- ширина при влажности w для случая свободной усушки,α- коэффициент усушки, Е- длительный модуль упругости древесины при заданных w и t ).
Регулированием подводимой тепловой мощности можно поддерживать требуемое значение ∆t ( соответственно ∆w и ε) и тем самым, ограничивая нарастание напряжений σ, добиться бездефектной сушки, чему способствует и постоянное «пропаривание» наружных слоёв древесины паром, движущимся от внутренних слоёв наружу. На втором этапе при удалении связанной влаги опасности возникновения дефектов практически нет.
В основе работы вакуумных и пресс-вакуумных установок безотносительно конструктивных отличий и особенностей исполнения конкретного производителя лежат два базовых принципа.
Первый и основной заключается в том, что пиломатериал загружается в камеру послойно с плоскими нагревателями (греющими пластинами), которые имеют температуру поверхности, превышающую температуру насыщения ( кипения) при созданном в установке давлении( разрежении).
Второй, и не являющийся обязательным для некоторых типов установок, заключается в том, что в полости камеры создаётся пониженное относительно атмосферного давление. Если верхняя крышка камеры ( называемой иногда пресс-вакуумной) выполнена в виде гибкой мембраны (обычно из силиконовой резины ), то за счёт разности давлений создаётся прижимающее усилие между слоями пиломатериала и нагревателями, передаваемое послойно на металлическую конструкцию днища камеры. Это прижимающее усилие, во-первых, фиксирует идеально плоскую форму досок, во- вторых, обеспечивает плотное прилегание поверхности древесины и нагревателей, что является важным в случае, если теплопередача межу ними осуществляется кондуктивным путём. В этом варианте необходима точная калибровка по толщине пиломатериала для исключения неплотности прилегания.
Для того, чтобы обеспечить равномерность теплопередачи от нагревателей к поверхности досок без их калибровки, разумно организовать нагрев тепловым излучением через специально созданный (за счёт специальных выступов греющих пластин- используется в установках «Энергия-Ставрополь» ) небольшой зазор между плоскостью нагревателей и пиломатериалом. Теплопередача излучением в плоском зазоре не зависит от его величины и, следовательно, от неизбежного разбега пиломатериала по толщине.
Как было сказано выше, для осуществления высокотемпературного процесса сушки вакуумирование не является необходимым условием, однако в пресс-вакуумных сушильных установках используются дополнительные плюсы, которые предоставляет понижение давления внутри камеры. Во первых- снижение температуры процесса уменьшает тепловые потери и минимизирует обусловленное ею изменение цвета древесины. Во вторых- эффект мембранного пресса сказывается на идеальном фиксировании плоскости высушиваемых досок и заготовок. В третьих- плотный прижим слоёв нагревателей и слоёв пиломатериала обеспечивает идеальную равномерность процесса сушки.
Для сушки толстых сортиментов трудносохнущих пород ( дуб ) применяются специальные режимы на стадиях влажности древесины выше и ниже предела гигроскопичности. Применение этих режимов обеспечивает бездефектную сушку 50 мм дубового сортимента в течение 6-8 суток.
Практически процесс прессвакуумной сушки древесины реализуется в установках разовой загрузкой от 0,5 до 10 куб.м, обеспечивая в доске 50мм твёрдолиственных/хвойных пород семь/пятнадцать оборотов в месяц, в доске 30 мм- 15/30 оборотов.
Испарившаяся из древесины вода в количестве примерно 250 литров на куб.м пиломатериала конденсируется на металлических стенках камеры и (при наличии )в теплообменнике-конденсаторе. Периодически конденсат сливается в канализацию.
В заключение в качестве примера приведём некоторые данные по особенностям конструктивного исполнения наиболее распространённых пресс-вакуумных камер сушки древесины.
В прессвакуумных камерах «Энергия-Ставрополь», «Wood-Lander» и WDE Maspell (Италия) применяются водяные плоские нагреватели, производители других фирм - МВ-Импульс, Вояджер-Восток и др. -применяют нагреватели с электрическими омическими греющими элементами. На установках WDE Maspell устанавливаются электрические водяные котлы, в камерах «Энергия-Ставрополь» и «Wood-Lander», их конструкция позволяет использовать как электрические, так и газовые (пропан/природный газ ) водонагревательные котлы в качестве источников нагрева. В силу того, что стоимость 1 МДж тепловой энергии составляет для электроэнергии, пропана и природного газа соответственно 1,5 руб/МДж, 0,75 руб/МДж и 0,1 руб/МДж, становится очевидной выгода от использования газа для сушки древесины. Понятно, что качество высушенного пиломатериала не зависит от применяемого энергоносителя, а определяется используемыми технологическими режимами сушки и корректной работой автоматики по реализации этих режимов.

Камера загрузкой 2 куб.м с газовым котлом «Энергия-Ставрополь».

Камера с загрузкой 0,6 куб.м WDE Maspell .
Литература.
1. Кречетов И.В. Сушка древесины.1972.
2. Шубин Г.С. Физические основы и расчёт процессов сушки древесины.1973.
3. Микит Э.А., Упманис К.К. Интенсификация сушки пиломатериалов в камерах периодического действия. 1957.
4. Серговский П.С. Гидротермическая обработка и консервирование древесины. 1975.